About 30 years ago, shops were wondering why they should switch from manual mills to CNC. The scenario for investing in 5-axis CNC machining technology is similar. Those who didn’t switch to CNC eventually got left behind. With any business, investing in the latest technology is a requirement to stay on top and compete effectively.
Today as much as 60% of the parts produced in CNC machine shops require five-sided machining.
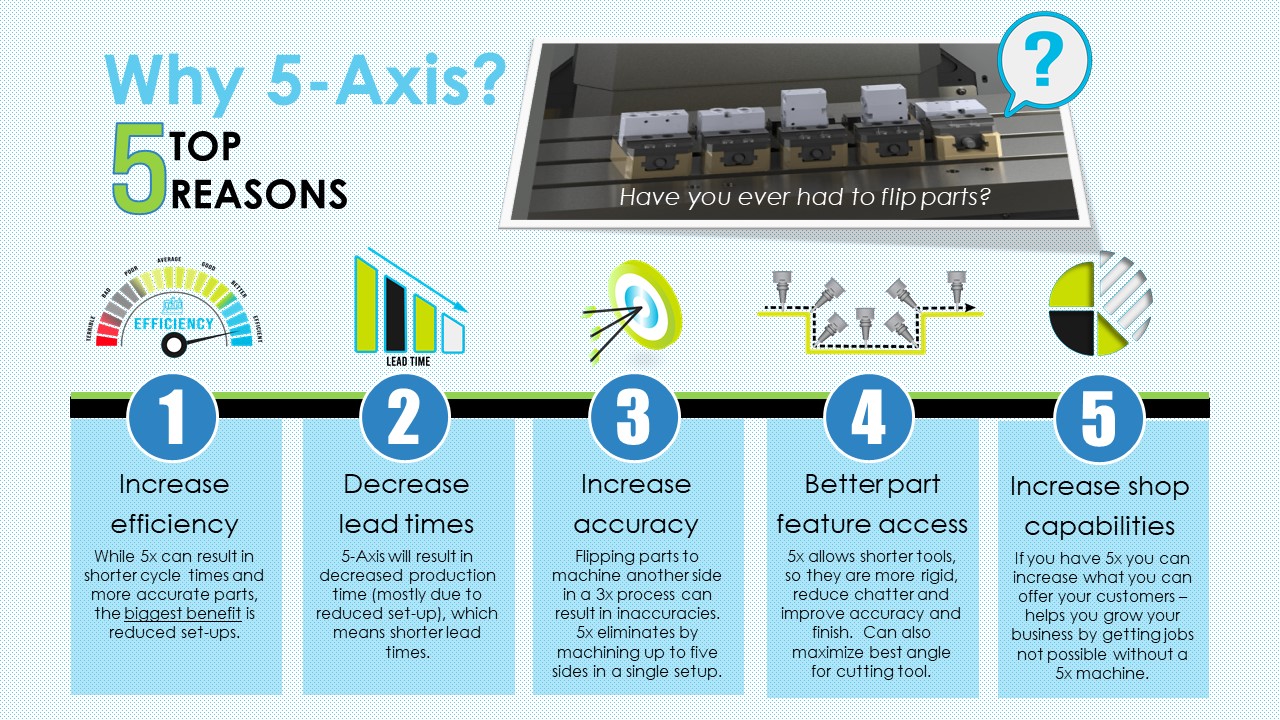
Often, there seems to be confusion due to the term “5-axis” machining center. Shops think they don’t have 5-axis CNC work. Every machine shop has work that would benefit from a 5-axis mill because a5-axis machiningcenter facilitates5-sided machining. So, even if you don’t have simultaneous 5-axis work, such as impellers or turbines, the parts you are producing on your 3-axis mill will be more profitable when you use 5-sided machining on a 5-axis CNC mill.
3-Axis CNC vs. 5-Axis CNC
PARTS ON 3-AXIS MILL
Multiple setups for each side of the part
Increased setup time
Decreased accuracy
PARTS ON 5-AXIS MILL
(5-SIDED MACHINING)
Reduced setup time
Increased accuracy
Expanded shop capability for future work
5-Axis CNC vs. Simultaneous 5-Axis CNC
There are pros and cons to both 5-sided machining and simultaneous 5-axis machining. Even though 5-axis machining is impressive to watch, it is slow. If you can create a part with 5-sided machining instead of simultaneous 5-axis, you should.
BENEFITS 5-SIDED (ALSO CALLED 3+2)
Easy to program
Cuts faster
Fewer tool interference issues
Excellent roughing strategy
BENEFITS SIMULTANEOUS 5-AXIS
Better surface finish
Longer tool life
Allows tool to reach difficult places smoothly
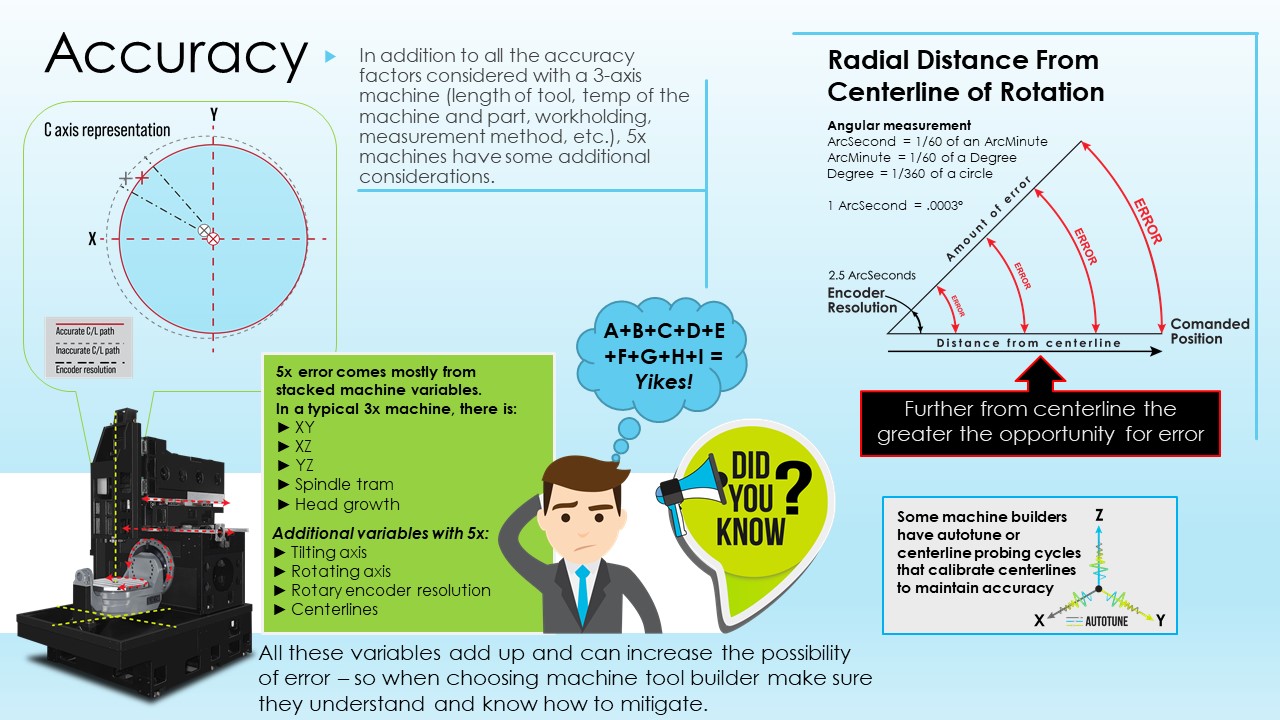
Accuracy
It is no secret that simply moving away from the traditional 3-axis setup, for parts with multi-sided features, will inherently prove to create a more accurate part because each time the part is flipped and relocated against a mechanical stop, there is the possibility of mis-locating the workpiece and allowing for inaccuracies in each step of the process. Read more…
Mold Work
Mold work is an instance where simultaneous 5-axis is a worthwhile consideration, depending upon the mold. Manufacturing molds on a 3-axis machining center has limitations, especially for deep-cavity molds or tall-core molds.
Mold work on a 3-axis mill vs using simultaneous 5-axis mill
While you can use a 3-axis mill for mold work, long, skinny tools are necessary if you have a deep-cavity mold. With long, skinny tools, you have to slow down the feedrates to minimize chatter and prevent tool breakage. Often, you can’t achieve the quality of surface finish you need using 3-axis machining for mold work. For fine-finishing operations, especially on small diameter molds, 3-axis mills can make the process more difficult than it needs to be.
With simultaneous 5-axis CNC mills, you can use shorter, stouter tools, which means you can push faster with increased feedrates. Using simultaneous 5-axis machining for mold work means you can take heavier cuts and Z-depths aren’t a problem. All of this results in shorter total machining time.